|
TPA 方法适用性判断 |
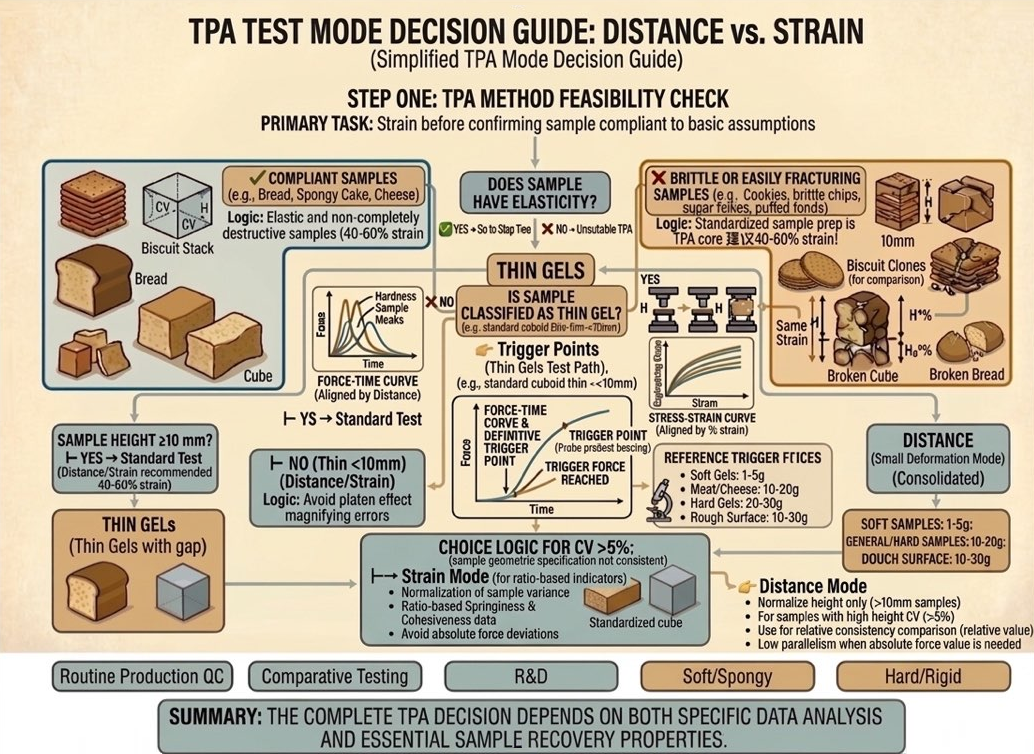
进行 TPA 设定前,必须理解其核心本质,TPA 是一场「模拟人类两次咀嚼行为」的经验性测试,而非纯粹的材料物理性质测量。数据的有效性高度依赖于「样本几何一致性」与「边界条件控制」。 |
在设定 Distance 或 Strain 之前,应优先确认样品是否符合 TPA(Texture Profile Analysis)之基本假设 |
👉 样品需具备可回复之变形能力,且不在第一次压缩中完全破坏 |
判断流程: |
样品是否具有回弹性? |
├─ 否 → 不适合 TPA(建议改用剪切 / 穿刺 / 挤压测试) |
└─ 是 |
Distance vs. Strain选择与适用性判断 |
👉 标准化的样本制备是 TPA 的核心 |
唯有确保几何结构一致,测得的数据才能真实反映材料质地,不会受到样本尺寸偏差的干扰。 |
样品尺寸一致? |
└─ 否 → 样品制备 |
↓ |
样品高度 ≥10 mm? |
├─ 是 → Distance or Strain(建议 40–60% strain) |
└─ 否 → Distance小变形避免底座效应 |
↓ |
样品高度CV >5%,? |
├─ Strain– 锁定比率指标弹性(Springiness)、回复性(Resilience)、黏聚性(Cohesiveness);硬度(Hardness)、胶着性(Gumminess)与咀嚼性(Chewiness)有绝对单位指标会受到样品大小结构强度影响,不具备平行比较基准。 |
└─ Distance–样品高度大于10mm,可以设定4~6mm;小于10mm受到底座效应影响* |
❌ 不建议进行 TPA 的典型样品 |
l 脆性食品:饼干、薄脆、糖片、油炸脆片 |
l 多孔易裂结构:干燥面包边、膨化食品 |
l 非结构性材料:粉体、颗粒堆积物 |
l 高流动材料:液体、低强度糊状物(建议挤压流动测试) |
为什么食品很少用 80–90% strain |
压缩过高容易出现三种情况: |
1️.结构崩塌 |
Springiness 被低估。 |
2️.第二次压缩失去意义 |
TPA核心是模拟两次咀嚼,如果第一次压缩过大样品无法恢复。 |
3️. Adhesiveness 假性增加 |
过大压缩会样品过度延展(sample spreading),与沾黏(plate sticking)导致黏附力放大。 |
一个很重要但少人提的观念,TPA其实不是「材料测试」,而是模拟咀嚼行为。因此: |
l 压缩太小 → 没有咀嚼破坏 |
l 压缩太大 → 结构完全破坏 |
食品研究权衡现实考虑的折衷值就是约 50%。 |
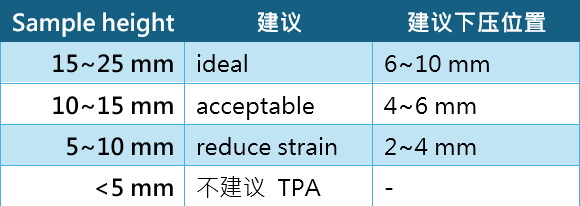
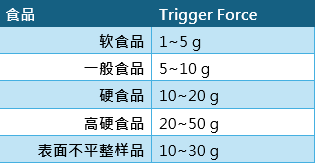
样品多大合适? |
TPA 除了AACCI、IDF或UDF国际标准方法,并没有通用的「官方最小高度」,但文献、文章的经验上列列如下表: |
|
样品高度的影响 |
太高可能造成侧流现象、太矮有底座效应,样品高度建议如下: |
|
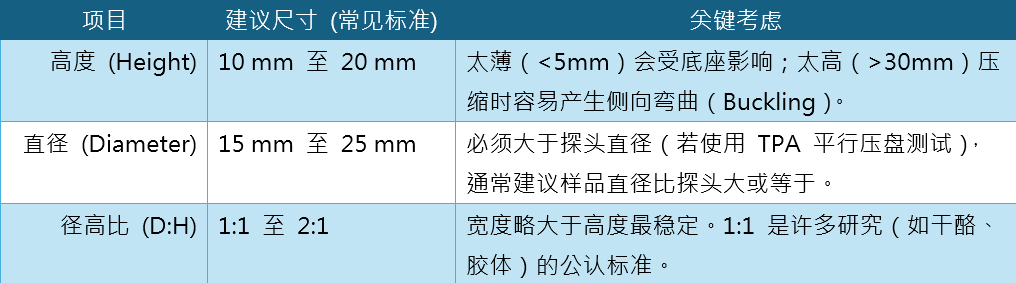
样品的直径与高度比例也非常关键 |
|
备注: |
1️.样品高度 (H) 高度太小造成底座效应。 |
2️.样品直径/面积 (D) 高度不要高于宽度,否则形成侧流现象。 |
3️.样品形状 |
l 样品大于探头,深度不要大于25%(例如25mm,下压6mm) |
l 样品小于探头 |
– 立方/圆柱:标准制备成一致形状 |
– 薄片/厚度不均:最小样品不要<5 mm,下压不要<3 mm |
万一样品受现实条件限制,Sample height<10 mm的权宜方式,选择Distance control≈3mm |
样品高度误差可以控制在 ±5~10%以内条件下 |
如果您追求 「精确的恢复力与弹性比率」:Strain。 |
如果您追求 「薄样品的操作稳定性与硬度快速比对」:Distance。 |
构仪的操作规范中,针对「薄样品(通常指高度 <10mm,甚至<5mm)坚持使用 Distance 而非 Strain,其核心依据并非感官理论,而是机械补偿与数学误差控制。以下是支撑这一点的三个主要物理与工程依据: |
1️. 触发位移误差的「放大效应」(Trigger Displacement Error) |
这是最直接的数值依据,所有的 Strain 计算都依赖于仪器侦测到的「起始高度H0」。 |
原理:当探头向下移动接触样品时,必须达到一个「触发力(Trigger Force,如 5 g)」才会认定接触到表面。 |
问题: 在达到这 5 g 的瞬间,探头其实已经微幅压入样品(假设压入 0.2 mm)。 |
l 对于厚样品(20 mm):0.2 mm的误差仅占总高度的 1%,对 Strain 计算几乎无影响。 |
l 对于薄样品( 2 mm): 0.2 mm的误差占了总高度的 10%,这意味着仪器以为形变是从2.0mm开始,实质上却是从1.8 mm开始,导致后续所有的百分比计算(Strain)产生巨大的系统偏差。 |
依据:使用Distance可以跳过对高度比例的依赖,直接下压绝对位移,确保机械运作的一致性。 |
2️. 仪器动态加速的「稳定区间」限制 |
质构仪的探头从静止到设定速度(Test Speed)需要一个极短的加速过程。 |
原理: 在 Strain 模式下,如果样本只有2 mm,且设定 30% Strain,总行程仅有0.6 mm。 |
冲突: 在这不到 1mm的距离内,探头可能还没达到稳定的默认测试速度就已经要停止或回弹了,会导致力值曲线出现严重的「动态震荡」或「力值滞后」。 |
依据: 使用 Distance 设定,通常会配合较长的「Pre-test Speed」缓冲,或者容许设定一个跨越样本厚度的绝对物理数值,让仪器的伺服马达有更稳定的位移输出。 |
3️.防止「底座效应」的物理边界硬约束 |
对于薄样品,TPA 的第二次压缩极易撞击底盘,这在学术上被称为 Platen Effect。 |
依据来源: 《Food Texture and Viscosity》(Malcolm C. Bourne 着)。书中强调当压缩接近底座时,应力分布会从「样本内部变形」转向「受底座挤压的刚性反应」。 |
操作逻辑: |
l 若用 Strain,因样本高度微差,探头停下的位置是浮动的,极难精确避开底座。 |
l 若用 Distance,可以计算出绝对安全的「安全距离」。例如 3 mm厚的胶片,绝对位移是1.5 mm Distance,就能绝对保证探头永远不会感觉到金属底盘的干扰。 |
<10mm为什么「操作稳定性」要坚持 Distance总结如下表 |
|
结论: 在处理薄样品(如肉片、面片、果皮、膜层)时,「重复性(Repeatability)」 远比 「正规化(Normalization)」 重要。因为在薄样品上,Strain 带来的数学优点会被机械误差完全掩盖。 |
样品大小形状差异很大时 |
当高度不一致CV >10%时,使用 Strain 确实会产生一个逻辑矛盾: |
「样品 A 高度 10mm,压 30% 是 3mm;样品 B 高度 20mm,压 30% 是 6mm。压得深力道自然大,这样比较硬度公平吗?」 |
Strain 模式下「硬度」可能失去基准? |
在物理定义上,力(Force)与形变量(Distance)通常呈正相关。 |
l 如果选择 Strain,实际上是在测量不同样本在「相同形变程度」下的反应。这时测得的硬度 会受到样本体积的影响。 |
l 如果样品高度差异极大,直接比较 (牛顿) 或 (克) 的绝对值确实不具备严格的材料比较基准。 |
| 为什么学术界或许多标准方法仍推荐 Strain? |
这涉及到 TPA 的目的是「模拟感官」还是「测量物理属性」: |
模拟感官(咀嚼感): 想象你在咬一块 2 公分厚的奶酪和一块 1 公分厚的奶酪。你的牙齿咬入一半(50% Strain)时,虽然位移不同,但对肌肉而言,这代表了相同的「咬合进度」。在这种情况下,Strain 反而比 Distance 更能对应人类的感官体验。 |
消除「应力」不均: 如果用 Distance,对于 10mm 的样品压 5mm 是「重压 (50%)」,对于 100mm 的样品压 5mm 只是「轻触 (5%)」。这会导致内部结构受力完全不同,反而让弹性 (Springiness) 与内聚性 (Cohesiveness) 完全失去基准。 |
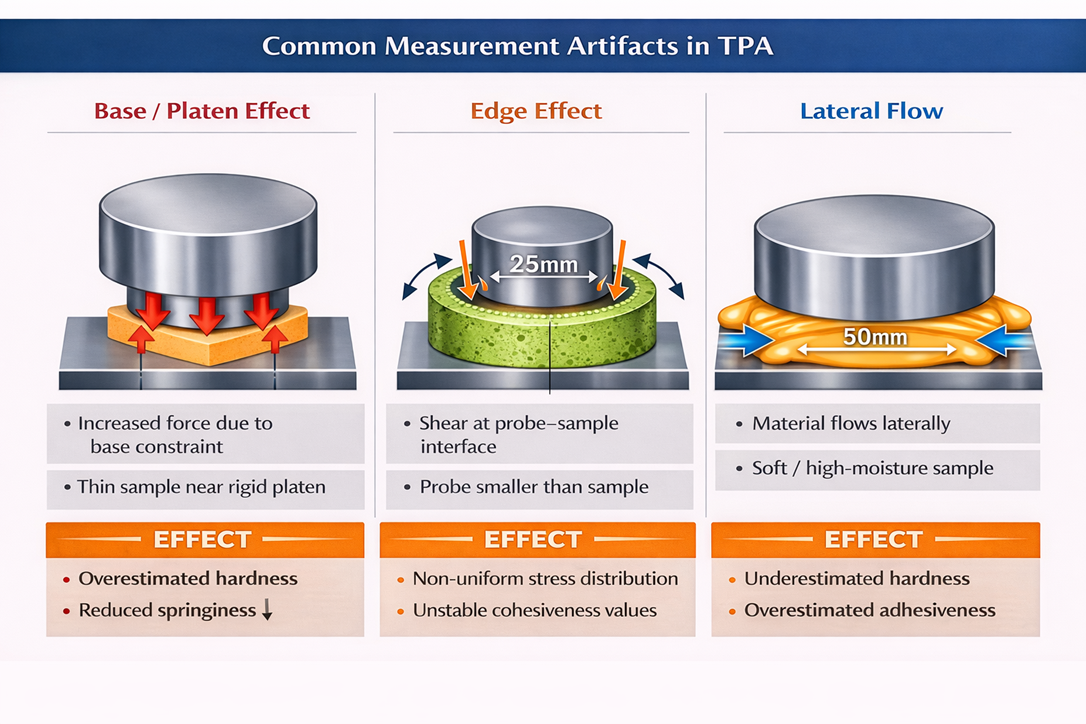
TPA 三个最常见的假讯号来源 |
在 Texture Profile Analysis (TPA) 中,很多研究者以为曲线只要能算出 Hardness、Springiness、Cohesiveness 就代表数据可靠,但很多人忽略的TPA 其实假设材料是近似均匀压缩变形,在样品质地与几何形状的条件不能满足时,有三种常见的 artifact(假讯号来源),会让曲线「看起来正常但物理意义已经改变」,下面是方法学上最常见的 三个来源,这三个效应其实会决定 80% TPA 曲线是否可信。 |
l 底座效应(Base effect) |
l 边缘效应(Edge effect) |
l 侧向流动主导(Lateral flow dominance) |
|
1️.底座效应(Base / Platen Effect) |
样品底部被刚性底座限制,变形不再均匀。 |
常见状态: |
l 样品太薄 |
l Strain 太大 |
l Compression distance 接近样品高度 |
典型曲线特征: |
l 第一峰过高 |
l 第二次压缩恢复差 |
方法学文献常见于 Food Texture and Viscosity: Concept and Measurement |
2️.边界效应(Edge Effect) |
压头尺寸与样品尺寸不匹配,导致剪切主导而不是压缩主导。 |
常见状态: |
l probe 太小 |
l sample diameter 太大 |
l 压缩时边缘材料流动 |
曲线特征: |
l 第一峰不尖 |
l 力值变得平滑 |
常见于: |
l bread crumb |
l gel |
l soft food |
3️.侧向流动主导(Lateral Flow Dominance) |
TPA 原始假设:材料 ≈ 弹性体 |
但实际食品:弹性 + 黏性 + 流动 + 结构破坏 |
所以lateral flow 是「偏离 TPA 理想假设」的现象,材料在压缩时主要向侧边流动,而不是被压缩。 |
常见样品: |
l 高含水食品 |
l 软凝胶 |
l 奶酪 / 鱼糜 |
曲线特征: |
l 第一峰变宽 |
l 第二次压缩面积变大 |
三种假讯号的本质差异 |
|
一句话总结,TPA 曲线看起来正常,不代表测到的是材料本身的质构,而可能只是几何与边界条件造成的假讯号。 |
三个最常见的假讯号相关文献表列 |
|
测试速度(Test Speed)会影响数据吗? |
TPA结果对速度非常敏感,但很多论文忽略。 |
常见误解 |
速度只影响测试时间。 |
实际上会影响 |
|
例如:食品是 黏弹性材料时,在Rheology中,速度会影响材料响应。 |
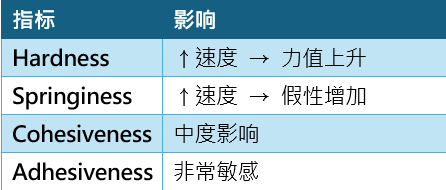
触发力(Trigger Force)会影响数据吗? |
这也是最常被忽略的设定。如果 trigger 太大,探头在真正接触前就开始压缩,结果导致硬度(Hardness) 偏高、弹性(Springiness) 偏低;如果 trigger 太小,容易误触发,结果导致硬度(Hardness) 偏低、弹性(Springiness) 偏高。 |
常见设定 |
|
測試參數如果同时改变的现象 |
l compression |
l speed |
l trigger |
TPA 结果高度依赖测试条件(strain、speed、trigger、geometry),未标准化条件下,数据差异可达 30~200%,因此方法一致性比数值本身更重要。 |
鉴于TPA在食品质构分析中的广泛应用与高度文献依据,本文综合相关方法学原则,建立一套兼顾数据有效性与批次可比性的测试逻辑。基于前述分析,以下对整体决策流程进行最终梳理与检核: |
TPA的完美的解决方案 |
|
样品可回弹? |
如果样品尺寸真的很不一致? |
只能数据「正规化 (Normalization)」,为了补偿高度不一造成的硬度比较困难,专业的研究通常会这样做: |
1. 限制样本高度误差: 虽然软件有 Strain 模式,但实验手册通常会要求样本高度误差控制在 ±5~10%以内。如果高度差了一倍,任何模式都救不了数据的科学性。 |
2.转换为应力 (Stress): 如果高度真的无法统一,硬度的比较基准应从「力 (g or N)」转换为「应力 (σ)」。 |
l σ=Force/Area |
l 有些更进阶的研究会结合样本高度,比较其物理模量(Modulus)。 |
最科学的做法不是纠结选哪个模式,而是重新制备样品或使用模具固定样本高度。因为 TPA 本身就是一个对几何形状极度敏感的「经验性测试」,基础条件不对,后面的运算都是虚的。 |