|
在片剂制造中,粒径分布(PSD)达标仅是技术门槛,而非产能的绝对保证。生产现场常见的下料受阻或片重差异,本质上源于粉体加工特性与制程的匹配失调。因此,压片前的混合、输送与填充阶段,决定后续生产能否稳定运行。 |
生产线上的“拦路虎 - 黏聚性(Cohesion) |
|
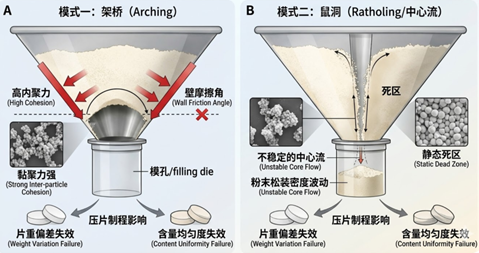
当粉体进入收缩的料斗时,若颗粒间的凝聚力大于其自身重力,就会在出口处形成一个稳固的「拱桥」,也就是桥架(Arching)。不仅导致下料中断、设备空转,更会引发后续填充的不连续,进而影响生产效率。 |
即便未发生完全桥架,高黏聚性粉末易形成团聚体,混合时难以完全打散,而流动性欠佳的粉体也易形成中心流(Funnel Flow),物料仅自中心垂直落下,四周形成停滞死角,即“鼠洞”。这种不稳定的流动会导致输送及填充至模孔时产生偏析(Segregation)、粉末密度发生动态波动及活性成分(API)分布不均,进而引发片重差异(Weight Variation)及含量均匀度(CU)失效。 |
从「静态描述」到「动态流变」:预测药物失效的风险 |
|
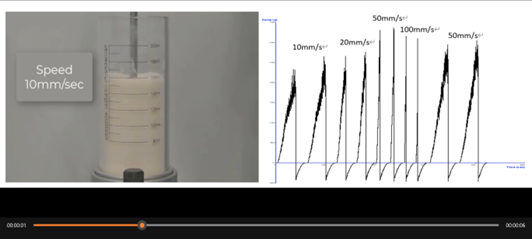
单纯以卡氏指数(Carr's Index)或休止角(Angle of Repose)有时无法捕捉到高剪切环境下的动态变化。透过360度旋转式粉体流变装置(PFA)的双向旋转搅拌,量化粉末黏聚力指数、流动稳定性及架桥因子,有效预测粉末在连续加工中,因物理损耗或过度剪切引起的不稳定性,从而规避因流动受阻导致片重差异和生产停顿风险。 |
|
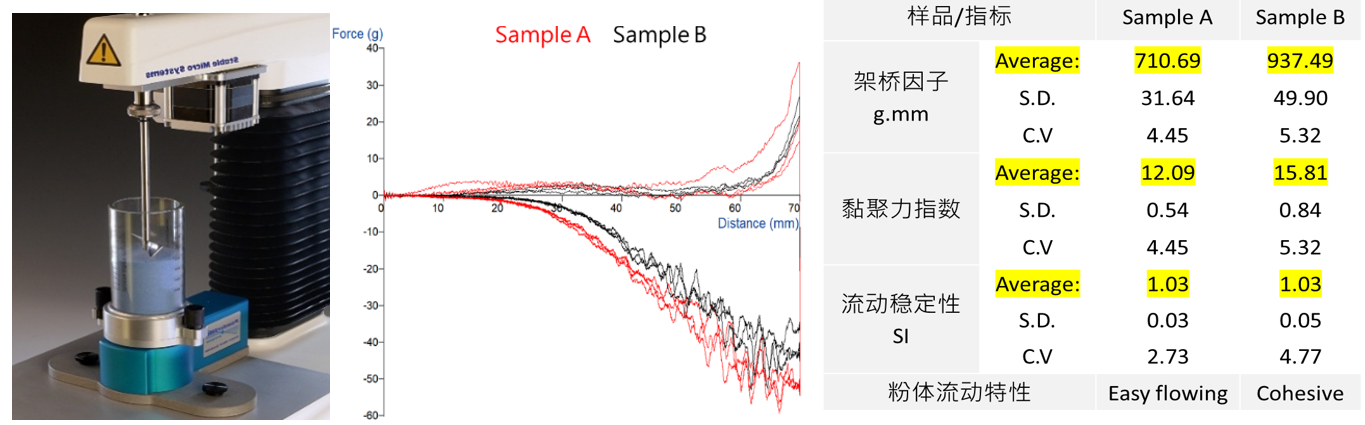
上图案例显示,虽然两种样品流动稳定性差异不显著,但Sample A 在受压及剪切条件下的架桥因子与黏聚力指数均低于Sample B,属于较典型的易流动粉体,反映到在料斗输送过程中发生架桥或鼠洞现象的风险相对较小,加工及填充过程中更有利于维持稳定下料并提升片重一致性;而 Sample B 由于内聚性较高,生产中发生进料波动、片重偏差或黏冲风险的可能性相对较高。 |
粉体在制程中的行为并非单纯由粒径决定,而是受到黏聚性、摩擦特性与剪切行为等多种因素影响。因此,从混合、输送到填充阶段深入理解粉体的加工及动态行为,有助于确保药锭重量一致,以及维持生产过程的顺畅与稳定。 |